3 typical mistakes when using oxyfuel flame cutting
At over 100 years old, it is one of the most widely used cutting processes in history. And yet autogenous flame cutting is still in demand today due to its precise and high-quality results.
Your workpiece does not have a proper cut edge after cutting or there are slag residues on the edges? Possibly the cutting torch was not precisely matched to the material used.
To prevent this from happening again the next time you use it, our experts at Eckert Cutting would like to show you 3 typical mistakes when using oxy-fuel cutting.
- Fuel gas and oxygen ignition flame
- Acetylene and propane are mainly used as fuel gas
- When autogenous flame cutting several parameters must be taken into account
- Parameters such as: cutting flame, exit speed, cutting speed
- Wrongly set parameters lead to groove depth, edge melting or interrupted cuts
- CNC cutting machines automatically set parameters to material
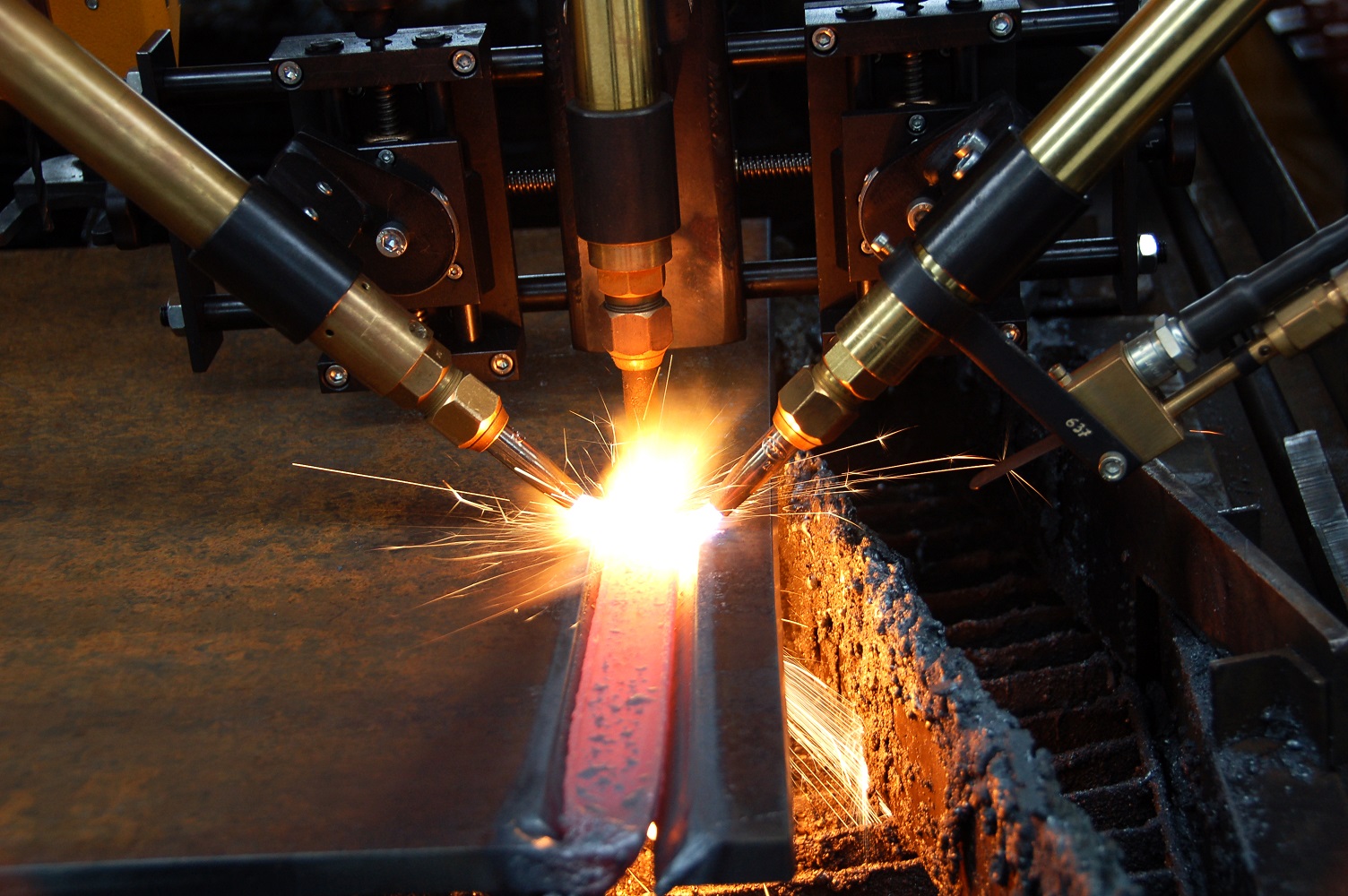
How does autogenous flame cutting work?
The autogenous flame cutting is versatile and is often used for cutting steel. A fuel gas-oxygen flame with the appropriate ignition temperature melts the material. The oxygen content of the flame is used to blow the resulting iron oxide (slag) out of the cut edge. In the optimum case, this produces a cut of the highest precision and very best quality.
However, the flexibility of the burner makes it just as important that all parameters are set correctly so that the cut is perfect. Typical factors for processing the material correctly include the flame, exit speed and cutting speed. All parameters must be matched to each other and to the material (material, thickness).
The 3 typical errors in oxyfuel flame cutting
One of the 3 typical mistakes when using oxyfuel flame cutting IS setting the oxidizing flame incorrectly. Depending on the material, it may be set too hot or not hot enough. There can be two reasons for this: The oxygen supply or the gas supply.
Correct commissioning of the flame cutting technology
To switch on the oxy-fuel flame cutting machine, the oxygen supply must first be turned on and then the combustion gas before the flame is ignited. Acetylene or propane is mainly used for combustion. For safety reasons, it is already a mistake to turn on the fuel gas first and the oxygen last.
Note:
To stop the cutting process, reverse the procedure. So, always turn the oxygen on first and turn it off last!
Error 1: Cutting flame is not set to neutral
Now it's your job to set a neutral flame on the cutting head. To achieve this, the gas mixture and oxygen must leave the cutting head in a 1:1 ratio. After opening both supply lines, the composition of both substances can be ignited and a flame is created.
Cone in flame indicates incorrect setting
When used with acetylene, for example, autogenous flame cutting you can see a blue cone leaving the cutting head. The cone means that the amount of gas is too high when the cutting torch is idling. If the gas volume is now reduced, the blue cone also disappears.
If oxygen is then added in order to switch back to cutting mode, a cone will appear if there is an excess of oxygen. If you now also reduce the oxygen supply when using oxy-fuel cutting, the new cone also disappears.
As soon as the cone disappears, the flame is neutral
If both cones have just disappeared, then the oxygen-fuel gas ratio is 1:1. If no cone is visible, you need to add more gas or oxygen.
If the two parameters are not aligned, you may have found the first error. This may be why the result of the cutting does not match your own targets.
Error 2: Incorrect exit speed
It is easy to make another mistake when setting the carburizing flame. When using oxy-fuel flame cutting, too low or too high a flame exit speed can have consequences.
This IS triggered by incorrect adjustment of the gas mixture of oxygen and fuel gas. The setting of the exit velocity plays an important role when it comes to which material with a certain thickness you want to cut.
Wrong alignment of the torch flame can also have consequences here, such as an interrupted cut. If the exit is too high, this can lead to an official groove depth or edge melting.
Error 3: Incorrect cutting speed
Another error can also be that the cutting head IS moved too slowly or too quickly over the workpiece. Both have the same effect, as if the flame is too hot or not warm enough. The result is groove depth, edge melting or an interrupted cut.
Preheating time may be required
When it comes to cutting speed, it is also important to ensure that the preheating time of the material IS correctly selected before use.
This can also lead to miserable cutting results, as the material does not reach the ignition temperature or is exposed for too long. The preheating time is necessary if the material has a carbon content of between 0.3% and 1.6%.

Outlook: further parameters for autogenous flame cutting
If you work with autogenous flame cutting, you should always keep an eye on all these parameters. This will give you the perfect result in the end. Because with the right flame and cutting speed settings, you can easily achieve a flawless cut when welding steel or thin sheets.
To ensure that the flame reaches the correct temperature, you should also pay attention to the distance between the cutting head and the workpiece. In oxy-fuel flame cutting, the focus is either on cutting quality or cutting speed. For a higher cutting speed, you only need to set the flame a little higher. But the cutting quality suffers as a result.
CNC system selects parameters automatically
To achieve the best results with oxyfuel flame cutting, you should work with a CNC system. CNC systems automate all of the above cutting processes and set the parameters to suit the selected material.
Eckert Cutting offers precise cutting machines for every need
With CNC cutting machines from Eckert Cutting make the right choice to implement your project precisely and with excellent quality. Our selection of modern cutting machines also includes technology that combines plasma and oxy-fuel cutting.
2D or 3D cutting, material thicknesses of up to 300 mm, with our technologies you can achieve optimum results - even in hard-to-reach areas. Automotive, steel construction, shipbuilding or even aerospace technology, with our CNC systems there are no errors when setting the parameters and the material is cut with maximum precision.